


Share on:
 Copy to clipboard
Copy to clipboard 
Rollomatic has developed a new process for pinch/peel grinding to offer accurate geometrical dimensions on the blank and tight surface finish requirements.
The Rollomatic-developed process known as double rough pinch grinding is designed to vastly decrease cycle times for blank preparation of the following carbide cutting tools:
- T‐slot cutters
- Thread endmills
- Rotary burs
- Endmills for die and mold machining
- Long‐reach endmills
On a test production run of 100 pieces, the following results were achieved:
- Cycle time without loading/unloading was 5 min. and 5 sec.
- Wheel spindle load on the roughing side (synchronous spindle) was no more than 35%. The limiting factor is the wheel wear and not the machine.
- The machine will always outperform the wheels.
- The highly efficient synchronous spindles, running at 35% power draw or less, do not release any heat into the machine or into the grinding process. This greatly improves the thermal stability of the machine.
- Synchronous spindles operate much quieter even under load compared to induction motors.
- An excellent G‐ratio was achieved which is the ratio between the stock removal and the wheel wear volume.
- The wheel wear was manageable. With the clean‐up pass of the 2nd wheel, the dimensional tolerances of the blank were easily maintained.
- There were no TIR issues and surface finish was above expectations.
- This process outperformed alternative competitive equipment by more than 50%.
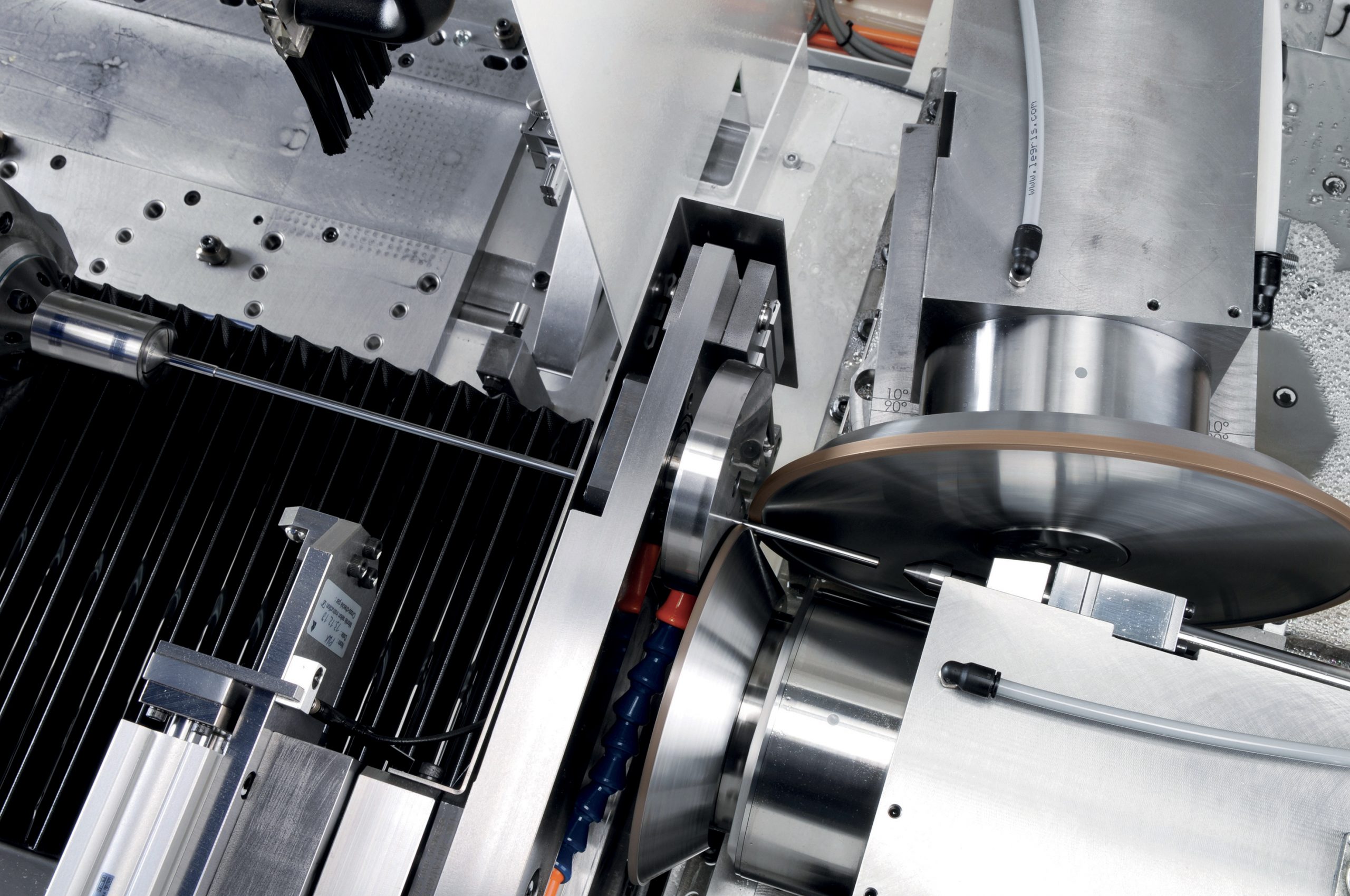
In pinch grinding, roughing and finishing wheels grind parts simultaneously, with the finishing wheel trailing the roughing wheel. The rough and finish grinding are performed in one pass. This way to cylindrically grind parts eliminates separate processes and reduces cycle time.
RELATED ARTICLES