



 Copy to clipboard
Copy to clipboard 
Inventory is a great fascination for managers, primarily because it is a fairly flexible asset that companies can use to manage their financial performance. This also makes inventory a source of poor control, because short-term financial reporting considerations often overrule good operations control practices.
We worked at a company where inventory was stored in trailers in the parking lot at the end of the month rather than being received and put on the books. Did this action make the month end-inventory number look lower? Yes. Did the action help the company’s long-term performance? No! In reality, such artificial manipulation increases variability, which degrades a company’s performance.
Manufacturing companies frequently focus on manipulating inventory policies in their ERP/MRP systems to try to improve service and reduce cost. Major Capital Project (MCP) owners approve a project, and then project management typically orders all of the inventory with no regard for minimizing overall inventory and setting appropriate safety stock levels. In either case, the thought is to get better performance by manipulating inventory. Quite often, the effect is the opposite. Companies end up with too much inventory and poor customer service or projects behind schedule and over budget. We’ll describe the predictable descent into poor performance later in this article.
One of the favorite inventory parameters for manipulation is safety stock. Operations and financial managers and planners often are confused on how to calculate and use safety stock. One of the most common mistakes is to use a formula to calculate safety stock based on the variability in demand and supply. Unfortunately, for order sizes greater than one, there is no simple formula for calculating safety stock (only an algorithm will do). This has huge negative implications to those planners and managers who aren’t aware of the actual dynamics of safety stock calculations. In this article, we address a widespread misuse of safety stock calculations.
Basic Inventory Mechanics
First, some explanation of the mechanics of inventory. In a perfect world with zero variability in demand and supply, no safety stock is needed. Consider the example in Exhibit 1.
Exhibit 1: Replenishment Time Demand
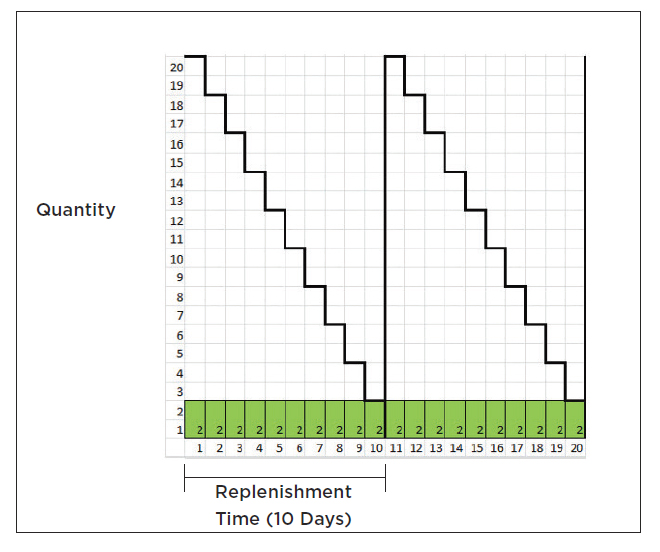
Demand is 2/day. Replenishment time is 10 days. If you were introducing this product to the market, you would start with 20 on-hand and an order placed for 20 to be delivered in 10 days. At the end of 10 days, you will have used up all your inventory; your order for 20 arrives just as it’s needed, and you place another order for 20. Note that the average inventory on-hand for the period is:
(Beginning on-hand – ending on-hand)/2 = (20 – 0)/2 = 10
The average on-hand is determined by how much is ordered. In this case of zero variability, the amount ordered is the Replenishment Time Demand (RTD), which is the amount of demand seen during replenishment time. In this example, RTD = (10 days)*(2/day) = 20. If you are familiar with Operations Science, you will recognize the RTD calculation as an expression of Little’s Law.
In classic inventory terminology, RTD is also known as “average on order.” In my simple example, RTD is also equal to the reorder quantity. In the real world, the reorder quantity is not required to be equal to RTD—even for long lead times. A simple search on the internet reveals great confusion about the relatively simple differences between on-hand inventory, reorder quantities, cycle stock and safety stock. This confusion on simple things translates into great confusion once it is inserted into daily operations with:
- large numbers of SKUs
- planners and managers with different levels of understanding
- environmental variability in demand and supply
Safety Stock Considerations
Safety stock is inventory maintained to buffer against variability in demand and supply. Because of variability in supply and demand, RTD is a random variable. Since supply chains can’t respond instantaneously to variability as it occurs, safety stock absorbs variability and ensures appropriate levels of customer service even in the face of variability.
Achieving a desired fill rate, or customer service level, for a part depends on both the safety stock level AND the reorder quantity. See simulation results in Exhibit 2. The required combination of safety stock and reorder quantity depends on the performance envelope (range of variability in demand and supply) that a company chooses to operate in. The performance envelope is the same for both graphs—average demand per day is five and average replenishment time is 10 days. Variance of demand and of replenishment time is the same in both scenarios. The left graph has a safety stock level of 10, while the right graph has a safety stock of 0.
Exhibit 2: Safety Stock and Reorder Quantity Dynamics
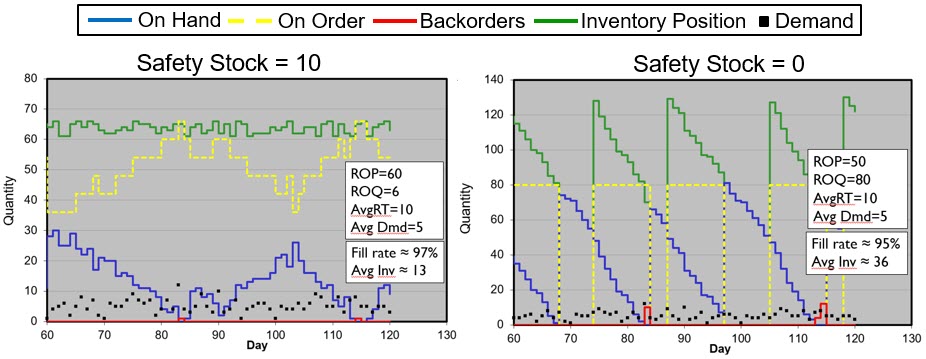
The inventory policies for the graphs use a reorder point (ROP) and a fixed reorder quantity (ROQ) for simplicity in explanation, but the same concepts apply to any inventory policy configuration. Note that the policies in both graphs result in similar fill rates, even though the graph on the right uses zero safety stock. This brings us to the famous, and most often wrong, safety stock formula calculation and its variants.
The Wrong Approach to Safety Stock
A Google search for a formula for safety stock to guarantee a given fill rate will, invariably, find the following:
![]()
Where z is from the standard normal table value for the desired fill rate and

The major mistake that companies make when they use this formula is they overlook the fact that it is only valid for reorder quantities of one. Reordering one part at a time is effective for large, costly and low-demand parts, but it not appropriate otherwise. A common result of using this formula or some variant thereof is that companies end up with much more safety stock than they need.
The demand and replenishment time data from the simulations in Exhibit 2 is:
- Average demand = 5
- Variance of demand = 5
- Replenishment time = 10
- Variance of replenishment time = 0
The left graph in Exhibit 2, with 10 units of safety stock, has an average fill rate of ~97% and average on-hand inventory of 13 pieces. The right graph has a bit lower fill rate of ~95% and more average inventory at 36 pieces. However, if we apply the z-factor formula, we get much larger inventories for both. For the left graph in Exhibit 2, the z factor for 97% is 1.88. Using the formula to calculate safety stock, we get:

Making the calculation for both graphs provides the following results:

This is a tremendous amount of extra inventory, but it happens all the time and our simple example had low demand variability and zero variance in replenishment time. The excess inventory also adds a double whammy that makes correction painful: The result of having more inventory than needed means that fill rates are higher than planned. For instance, management uses the z-factor equation’s recommended safety stock of 12 and a ROQ of 80, which provides a fill rate of 100%. Management had been thinking it was planning for 95% fill rate, but actually had inventory levels providing 100% fill rate. Eliminating the safety stock to get back to the real 95% fill rate means that one in every 20 orders will be a stock out. This will be an unpleasant surprise to many.
For real-world variances, the planned inventory numbers for the system using the z-factor equation can be incredibly high and result in planners and managers backpedaling away from using the ERP/MRP system’s recommendations. The blame is put on impenetrable or overly complex ERP/MRP logic with a (misdirected) shake of the fist at software vendors everywhere.
The process typically goes like this.
- Calculate safety stock values for each part using the z-factor formula.
- Enter safety stock in ERP/MRP system for each part, along with reorder quantities that are typically greater than one.
- Resulting policies lead to much greater inventory than the company wants.
- Planners and managers ignore the policies in the system and start ordering as they see fit.
- Resulting huge divergence in policy approaches leads to poor customer service, much firefighting and too much inventory. Try things like storing inventory in trailers in the parking lot at month’s end to play with financial reporting numbers.
- The MRP/ERP system becomes, in effect, an order tracking system to support war room meetings; its potential for use as a true inventory optimization and control system is lost.
- The company explores new software solutions to “fix” the problem.
Good Inventory Control and Safety Stock Calculation
Using inventory appropriately and productively means that you must understand the science that governs inventory behavior. Adopting luck as a strategy is not a good career plan. To calculate safety stock appropriately, one must consider the order quantity and the desired fill rate for a part.
This article is an update of a blog post originally published by Factory Physics Inc., a subsidiary of Strategic Project Solutions Inc. that helps governments and leading companies around the world manage their most critical civil and infrastructure projects using Project Production Management.
Ed Pound is Director of Production System Optimization for Strategic Project Solutions. Mr. Pound has worked with major international companies such as Chevron, Intel, 3M, Baxter Healthcare and Whirlpool, providing applications of Operations Science. His work has helped companies realize millions of dollars in improvements and make project management, operations, supply chain management and product development easier. Mr. Pound is lead author, along with Dr. Mark Spearman and Jeff Bell, of McGraw-Hill’s lead business title, Factory Physics for Managers.


