


 Copy to clipboard
Copy to clipboard 
Betatype, a London-based additive manufacturing (AM) software company, released a case study positing that its software almost doubles the production of 3D-printed metal implants.
Using Renishaw’s RenAM 500Q powder bed fusion printer, along with its Engine 3D printing workflow optimization software, Betatype worked with an orthopaedic manufacturer to decrease implant build time from 25.8 to 15.4 hours, a reduction of ~40%. How was this accomplished?
Engine has the equivalent processing power of 640 virtual computers with nearly 5 TB of RAM, allowing it to generate build files as large as 148 GB. Engine essentially generates small-sized data files for efficient processing. When orthopaedic models are sliced for AM, process parameters, including laser scanning path, laser power and spacing, are generated. Larger parameter datasets can slow the printing process.
According to Betatype, Engine is designed to overcome this issue by storing data in file formats lighter than the standard STL file. These lighter formats include Betatype’s ARCH and nTopology’s LTCX file, which are both 96% lighter than a CAD file. As a result, according to the case study, a spinal cage model was only 8 MB as an nTopology LTCX file, compared to 235 MB as an STL file. Thus, engineers can design complex parts without producing massively-sized CAD files.
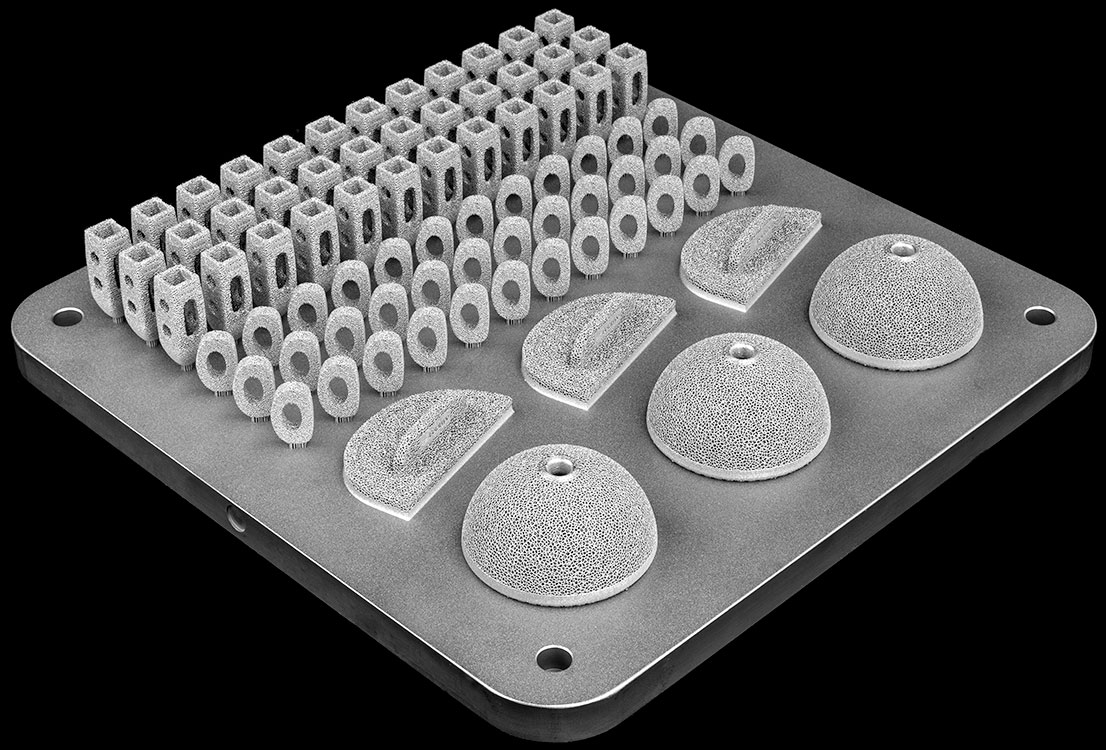
On the hardware side, according to Betatype, Engine can manipulate data to make full use of a 3D printer’s build volume by stacking models on top of each other. Betatype designed lattice node matched supports, utilizing the full build envelope of the printer and producing multiple, complex implants in a single build. These engineered supports can be subsequently removed by sandblasting techniques in post-processing, saving additional time and expense.
The case study mentions “Engine’s virtually limitless scalability for build generation.” We asked Betatype’s CEO Sarat Babu how that relates to orthopaedic devices.
“At the heart of our offerings are a range of software technologies which increase the complexity and control over designs that can be realized,” he said. “In orthopaedics, osseointegrative surfaces are a key feature which can be typically difficult to model using traditional software. Our technologies streamline this, allowing setup and optimization for this case study to be far easier than with standard software.”
Over 800 posterior lumbar cages were additively manufactured in one production run using Betatype’s method.
“With better cost economics, there are real opportunities for AM to deliver on long-term opportunities like custom implants,” Babu said, specifying what he wanted device companies to take away from the case study. “The time is now for companies considering AM to engage the process.”
Read Betatype’s case study here.
Please send comments on this article to Carolyn LaWell.